-
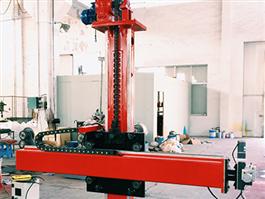 Manipulador de soldadura
Manipulador de soldadura
-
 Rotador de soldadura
Rotador de soldadura
-
 Posicionador de soldadura
Posicionador de soldadura
-
 Solución de soldadura personalizada
Solución de soldadura personalizada
-
 Plate Shot Blasting Machine
Plate Shot Blasting Machine
-
 Máquina de corte CNC
Máquina de corte CNC
-
 Fresadora de borde
Fresadora de borde
-
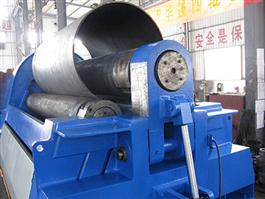 Máquina de laminación de placas
Máquina de laminación de placas
-
 Manipulador de soldadura
Manipulador de soldadura
-
 Fit-up Rotator
Fit-up Rotator
-
 Línea de crecimiento de Fit-up
Línea de crecimiento de Fit-up
-
 Rotador de soldadura de voladura de arena
Rotador de soldadura de voladura de arena
-
Corte de plasma para tubo, tubo, perfiles
Inicialmente utilizado para operaciones de corte no ferroso, el plasma se convirtió en un medio útil para cortar planchas y láminas de acero en 2-D cuando el proceso de plasma inyectado con agua se de...
-
Cortadora de llama portátil CNC
Cortadora de llama portátil CNC Tamaño de corte: 1000 * 2000 mm Espesor de corte: 5-100 mm para acero dulce Longitud de la máquina: 2600 mm Velocidad de desplazamiento máxima: sistema de conrol CNC CN...
La soldadura de tubería juega un papel importante tanto en la industria de tuberías en tierra como en alta mar. A lo largo de los años, se han logrado avances significativos para ayudar a garantizar la durabilidad y confiabilidad de los ductos. Aquí, Bob Teale nos lleva a través de la historia y lo que está por venir.
La soldadura de tubería, tal como la conocemos hoy, comenzó en 1927 con la introducción del electrodo de celulosa Fleetweld 5 de Lincoln. Si bien no hay duda de que los electrodos de celulosa han demostrado ser muy efectivos y lo seguirán siendo en los próximos años, están técnicamente limitados en términos de resistencia, dureza y tasas de producción.
Una vez que se inició la construcción de un gasoducto en alta mar, hubo un impulso para aumentar las tasas de producción debido al costo de las barcazas y las ventanas de clima estrecho. Inicialmente, esta demanda se convirtió en el uso de un proceso semiautomático de soldadura por arco metálico de gas CO2 (GMAW), pero la alta incidencia de defectos de falta de fusión obligó a los desarrolladores de equipos a mecanizar el proceso. Si bien muchos lo intentaron, no fue sino hasta 1969 que CRC-Evans produjo el primer sistema de soldadura de tubería mecanizada viable.
El sistema mecanizado CRC utilizó un bisel estrecho de 5 °, con la raíz depositada desde el interior utilizando una combinación de soldador / abrazadera de cabezales múltiples. Los pases de calor, relleno y tapa se depositaron externamente usando un insecto orbital y una banda de guía.
A pesar de los esfuerzos para construir sistemas alternativos, CRC dominó la industria de telefonía fija durante casi 25 años. Este monopolio, sin embargo, fue mucho más corto vivió en alta mar. Dentro de los seis años de la primera tubería mecanizada costa afuera soldada, Saipem introdujo su sistema PASSO. que usó una abrazadera de respaldo de cobre; con el pase raíz realizado, los pases restantes se depositaron externamente utilizando un error orbital.
Tecnología de soldadura actual
La mayoría de los sistemas mecanizados ahora han dado paso a los controles de computadora y se pueden clasificar como sistemas automatizados. En la actualidad, los contratistas de oleoductos tienen la opción de usar raíces internas, raíces externas con refuerzo de cobre y raíces externas sin respaldo. Todas estas técnicas de raíz están probadas y tienen pros y contras. Las raíces internas producen las tasas más altas en la tierra; también pueden manejar más alineación alta / baja, y no necesitan soldadores. Las abrazaderas de respaldo de cobre son más económicas que las soldadoras internas, pero tienen cierto riesgo de contaminación de cobre y son un 33-50 por ciento más lentas.
La opción de tercer pase raíz, externa sin respaldo, se basa en el uso de una fuente de alimentación especial de transferencia de arco corto. El primero de estos fue desarrollado por Lincoln Electric-STT (Transferencia de tensión superficial). Las ventajas de este proceso es que es un costo de capital / alquiler mucho más bajo, aunque en tuberías de gran diámetro es mucho más lento. Por ejemplo, en una soldadura circunferencial de 48 pulgadas de diámetro interno, un pase de raíz interno es casi dos veces más rápido que un pase de raíz de cobre externo, y un pase de raíz de cobre externo es cuatro veces más rápido que pasa la raíz sin respaldo. Dependiendo del diámetro y la longitud de la tubería, así como del cronograma y el terreno, cada opción raíz puede ser rentable para las circunstancias apropiadas.
La soldadura por pasada de relleno y tapa ahora puede lograrse usando bugs de cabeza simple o doble, o una combinación de ambos. Después del desarrollo inicial de la banda y las máquinas de cabeza única de error, se hicieron muchos esfuerzos para construir un error de cabeza dual (PASSO, Evans Pipeline, CRC, B&R y Astro-Arc), pero fue Serimer-Dasa (ahora Serimax) quien primero produjo una exitosa banda de doble cabeza y sistema de errores. El impacto de su fallo en la cabeza dual le dio a Serimer la oportunidad de aumentar significativamente las tasas de producción en alta mar donde el número de estaciones de soldadura es limitado. Si bien las cabezas dobles no duplican la producción, aumentarán la deposición en un 40-50 por ciento: los chinches dobles requieren menos estaciones de soldadura, menos soldadores y menos brazos laterales.
Los últimos desarrollos
Los desarrollos de soldadura de tubería automatizados actuales tienden a centrarse en un mejor seguimiento de costura, registro de datos y abrazaderas de alineación más fuertes. La mayoría de los proveedores de equipos aprovechan el aumento de la potencia de cálculo para mejorar el seguimiento a través del arco, la distancia de contacto al trabajo y los controles de voltaje de arco, y también está disponible el seguimiento por láser. La avanzada tecnología de seguimiento mejora la calidad de la soldadura y la consistencia, y mejora las tasas de producción al permitir velocidades de desplazamiento más rápidas. Además de los principales proveedores / usuarios de equipos de soldadura automatizados, ahora hay muchos proveedores alternativos de máquinas orbitales de una sola cabeza. Algunas aún son unidades mecanizadas pero funcionan bien con alambres de soldadura por arco con núcleo de fundente.

