

-
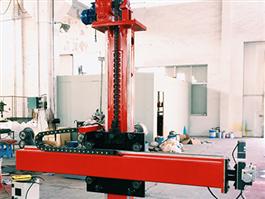 Welding Manipulator
Welding Manipulator
-
 Welding Rotator
Welding Rotator
-
 Welding Positioner
Welding Positioner
-
 Customized Welding Solution
Customized Welding Solution
-
 Plate Shot Blasting Machine
Plate Shot Blasting Machine
-
 CNC Cutting Machine
CNC Cutting Machine
-
 Edge Milling Machine
Edge Milling Machine
-
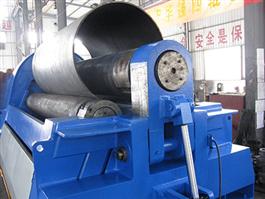 Plate Rolling Machine
Plate Rolling Machine
-
 Welding Manipulator
Welding Manipulator
-
 Fit-up Rotator
Fit-up Rotator
-
 Fit-up Growing Line
Fit-up Growing Line
-
 Sand Blasting Welding Rotator
Sand Blasting Welding Rotator
-
5 Ton Floor Rotary Turntable
5 Ton Floor Rotary Turntable Capacity: 5 Ton Table Diameter: 1.5mtrs+0.5mtrs VFD Slewing bearing structureSchneider inverter...
-
10 Ton Floor Welding Turntable
10 Ton Floor Welding Turntable Capacity: 10Ton Table Diameter: 3mtrs VFD Slewing bearing structure Schneider inverter Siemens/Om...
Established in 2005,LANTYTO® Machine is a leading supplier for automatic welding system, covering welding rotators, welding positioners, welding manipulators, H be...
Achieving the best weld results takes training, practice, and know-how.
Even though the gas tungsten arcwelding (GTAW) process is relatively slow, it is also very versatile. Inaddition to being able to weld aptly on thin materials (due to its low heatinput), it can be used to weld more materials than any other welding process,even exotic and heavily alloyed metals. The GTAW process also produceshigh-quality, aesthetic welds. Achieving these advantages, however, isn’t alwayseasy. It takes training, practice, and a bit of know-how.
Consider these tips for improvingGTAW efficiency and obtaining good welding performance with the process.
Tip 1: Use an inverter power source
Inverter power sources provideprecise arc-starting capabilities and include advanced output controls, such aspulse and AC parameter adjustments, that allow you to fine-tune the weldingoutput for your desired results.
The frequency feature on aninverter power source helps improve welding efficiency by narrowing the focusof the arc. This feature, in turn, creates a narrower weld bead, minimizes theheat-affected zone (HAZ), and reduces the risk of distortion or burn-through.These machines also allow for faster travel speeds and require less time and fillermetal to complete a weld.
Inverter power sources alsofeature better AC balance controls that precisely control the amount ofcleaning action the arc generates. This feature is especially useful whenwelding aluminum. Fine-tuning the cleaning action puts more heat into the workfor faster travel speeds and longer tungsten life.
Tip 2: Select the right GTAW torch
Determine whether an air- orwater-cooled GTAW torch is best for the application. Air-cooled models arebetter for applications below 200 amps and for welding very thin materials(less than 3/16 in.). Air-cooled GTAW torches are also portable because they donot require an external cooler, making them a good option for welding inmultiple locations.
For applications higher than 200amps, use a water-cooled GTAW torch, as it helps prevent overheating and allowsfor increased travel speeds. A water-cooled torch also works well formore delicate work, because it is smaller than an air-cooled model and offersbetter dexterity and control.
Consider the type of joints andangles that you need to weld. Most GTAW torch manufacturers offer models withflexible necks that are good for welding in particularly tight joints orawkward positions. Some torch body styles also have a modular design, whichallows a flexible neck and different head angles to be added. These kits mayhelp you gain better joint access and lower downtime associated with changingover different torches for multiple applications. Plus, they minimize the costof purchasing and maintaining inventory.
Tip 3: Use a gas lens
A gas lens allows you to extendthe tungsten electrode farther from the nozzle to gain better visibility of thejoint and arc. This electrode extension also helps provide greater torchcontrol and better weld quality, especially on critical applications andhard-to-reach areas such as T, K, and Y joints.
A gas lens is particularlyhelpful for GTAW on alloys that are highly reactive to atmospheric contaminantsor on materials used in high-temperature applications. They also can be usedwith all types of shielding gases and are available for both air- andwater-cooled torches.
The gas lens replaces the colletbody in a torch to hold the tungsten in place. It also creates the electricalcontact necessary for proper current transfer. Most gas lenses contain a copperand/or brass body with layered mesh stainless steel screens that helpdistribute the shielding gas evenly around the tungsten and along the weldpuddle. This even shielding gas flow protects against contaminants that couldlead to weld defects and downtime for rework.
Tip 4: Use the correct tungsten electrodesize, type, and shape
To ensure consistent arc starts,and prevent arc wandering and related problems, follow these steps whenselecting a tungsten electrode.
First, take into account thepower source being used for the application (whether it is a conventional orinverter machine), as this will determine the shape of tungsten electrode touse. Next, consider the base material, which will determine the type of tungstenelectrode to use, along with the welding amperage and material thickness. Thelatter determines the appropriate size tungsten electrode for the application.
For grinding and preparation, usethe following guidelines:
1. Grind the tungsten electrodeon a borazon or diamond grinding wheel specially designated for the purpose(seeFigure 1), or use a tungsten grinder.
2. Grind the taper on thetungsten electrode to a length of no more than 2.5 times the electrode diameter(for example, with a 1/8-in. electrode, grind a surface 1/4 to 5/16 in. long).
When grinding tungstenelectrodes, be sure to control and collect the dust; have an adequateventilation system at the grinding station; and follow the manufacturer’swarnings, instructions, and material safety data sheets.
A pointed tungsten electrodeworks well when welding with lower amperages on thin materials (0.005 to 0.040in.), because it allows the welding current to transfer in a focused arc thathelps prevent distortion. Pointed ceriated tungsten electrodes in particularwork well when welding aluminum using an inverter power source; they provide 30to 40 percent more amperage capacity than pure tungsten electrodes beforebeginning to melt. This shape also provides the stable arc needed to achievegood welding performance and quality.
On higher-current applications,grinding the tungsten electrode to a truncated tip (to a point with a small,flat end) can help improve welding performance by preventing it from balling.First, grind the tungsten electrode to a taper, and then grind a 0.010- to0.030-in. flat land on the end of it.
Tip 5: Don’t overweld
Overwelding occurs when more weldmetal is placed in a joint than necessary to obtain the desired weld strength.It is typically the result of poor joint fit-up, lack of preparation, orimproper weld parameters and causes an excessive use of shielding gas andfiller metal. It also increases arc-on time and the risk of burn-through ordistortion by placing too much heat into the base material. The result is oftenmore downtime for rework and finishing or grinding, as well as additional andunnecessary costs.
To prevent overwelding, becertain that the weld is sized appropriately according to the materialthickness. A good rule of thumb is to make the leg of a fillet weld no widerthan the thickness of the thinnest plate and weld accordingly. For example,joining a 1/8-in.-thick plate to a 1/4-in.-thick plate would require a 1/8-in.weld bead. Also, know the size of the joint being welded. When in doubt, use afillet gauge.
While GTAW isn’t the fastestprocess, it doesn’t have to be inefficient. Making good decisions aboutequipment and implementing proper weld preparation can help improve weldingperformance and get the job done faster.